Qu’est-ce que l’amiante et quelle est son utilité ?
L’amiante est un groupe de minéraux fibreux présent naturellement dans la croûte terrestre. Les industriels et professionnels du bâtiment utilisaient très largement ce matériau tout au long du XXe siècle.
En effet, l’amiante possède des qualités exceptionnelles comme la résistance au feu, mécanique et aux agressions chimiques. Il est également un très bon isolant électrique, acoustique et thermique.
Ces propriétés ont fait de l’amiante un matériau phare. Aujourd’hui encore, on peut le retrouver dans : les murs, les tuiles, les revêtements de sol, les tuyaux, les conduits d’aération, etc.
Malgré sa polyvalence et ses atouts, le Centre International de Recherche sur le Cancer classe l’amiante comme substance cancérogène depuis 1997.
Cependant, c’est seulement depuis 1997, que l’utilisation d’amiante est strictement interdite en France.
Comment peut-on être exposé à l’amiante ?
Lorsque l’on perce, découpe, ponce, démolit ou lors d’une simple manipulation d’un élément amianté, des fibres se libèrent. Elles sont alors en déplacement dans l’air et leur taille microscopique (400 à 500 fois moins épaisses qu’un cheveu) les rend invisibles à l’œil nu.
Au sein d’un environnement clos, les fibres restent en suspension pendant des heures. Cela provoque un risque d’inhalation pour les travailleurs.
Une mise en contact avec des produits amiantés survient majoritairement lors de chantier sur des bâtiments datant d’avant 1997.
Les métiers du BTP sont évidemment en première ligne : désamianteurs, maçons, plaquistes, électriciens, plombiers ou encore couvreurs sont régulièrement en contact avec des matériaux à risque.
L’exposition concerne également les agents de maintenance, les techniciens d’intervention ou encore les professionnels de l’immobilier.
Des personnes externes aux travaux peuvent être contaminées par simple présence dans un local mal ventilé ou insuffisamment nettoyé.
Un simple trou dans un mur ou le remplacement d’un faux plafond peut suffire à libérer des fibres si aucun repérage n’a été effectué au préalable.

Les effets sur la santé : des pathologies graves et irréversibles
Lorsqu’un individu inhale des fibres d’amiante, celles-ci peuvent provoquer plusieurs maladies graves. Le cancer du poumon et le mésothéliome pleural restent les plus redoutés.
Ce dernier est une un cancer rare et très agressif de la membrane qui entoure les poumons. Il se développe dans le temps après le premier contact. Le seul facteur de risque pour cette maladie en France est l’amiante.
Le dernier bilan Santé publique France en 2019 recense environ 1100 cas de mésothéliomes chaque année en France. L’exposition est principalement d’origine professionnelle. Le délai entre l’exposition et l’apparition des premiers symptômes s’étend souvent sur 40 à 50 ans. Cela qui explique que l’âge moyen au diagnostic est autour de 73 ans.
Le CIRC élargit la liste des pathologies reconnues en 2009 en incluant les cancers du larynx et de l’ovaire. Plus récemment, en 2022, l’Anses confirme scientifiquement ce lien entre exposition à l’amiante et développement de ces cancers.
Les chercheurs estiment que 10 à 15 % des cas de cancer des poumons ont pour cause une exposition professionnelle à l’amiante. Cela représente plusieurs milliers de personnes chaque année, sur un total de près de 40 000 cas recensés en France.
Source : Ministère du travail, de la santé, des solidarités et des familles.
Réglementation : ce que prévoit le Code du travail
Face à la dangerosité de l’amiante, la réglementation impose des obligations strictes.
Tout d’abord, le repérage amiante avant travaux est obligatoire pour tous les bâtiments construits avant juillet 1997. Ce diagnostic vise à identifier la présence éventuelle de matériaux amiantés avant d’engager un chantier.
L’arrêté du 4 juin 2024 précise les conditions de ce repérage avant travaux dans les immeubles et autres bâtis.
Ensuite, le document technique amiante (DTA) est obligatoire pour les propriétaires d’immeubles recevant du public ou des travailleurs. Il doit être mis à jour et doit recenser les matériaux contenant de l’amiante, leur localisation et leur état de conservation.
La réglementation impose aux entreprises de former leurs salariés en fonction du type de travaux :
- La sous-section 3 (SS3) concerne les opérations de retrait ou d’encapsulage.
- La sous-section 4 (SS4) vise les interventions ponctuelles (entretien, maintenance, etc.) sur des matériaux contenant de l’amiante.
Enfin, une surveillance médicale renforcée et un suivi post-professionnel s’imposent aux travailleurs exposés, même s’ils sont plus dans l’entreprise.

Comment se protéger efficacement de l’exposition à l’amiante lors d’un chantier ?
La prévention repose avant tout sur l’identification des situations à risque. Aucun chantier dans un bâtiment ancien ne doit démarrer sans un repérage préalable. En cas de doute, mieux vaut faire appel à un diagnostiqueur certifié.
Lorsqu’il y a une présence de matériaux amiantés, plusieurs mesures doivent être mises en place :
- Protection collective : mise en dépression de la zone de travail, confinement par cloisons étanches, captation des poussières à la source, systèmes d’extraction d’air filtré.
- Protection individuelle : port de masques à filtration élevée (type P3), combinaisons étanches, gants et bottes jetables. Ces EPI doivent être enfilés, utilisés et retirés selon des procédures strictes pour éviter toute contamination.
- Procédures spécifiques : nettoyage de la zone avec des techniques spécifiques (aspiration à filtre absolu, lingettes humides) et traitement des déchets comme des déchets dangereux.
La formation joue un rôle central dans cette prévention. Avorisk propose alors plusieurs formations en ligne et certifiantes afin de mettre en œuvre des opérations à risque minimum.
Retrouvez nos derniers articles !
- Quels sont les dangers liés à l’exposition à l’amiante ?
- Formation à la vérification des échelles : ce qu’il faut savoir
- Bilan aéraulique sur un chantier amiante : tout ce qu’il faut savoir
- Les compétences essentielles pour réaliser la vérification générale périodique des appareils de levage
- Comment vérifier une élingue chaîne ?
Est-il obligatoire de vérifier les échelles ?
En France, aucune loi n’impose de fréquence de vérification périodique pour contrôler les échelles, les escabeaux ou les PIRL.
Cependant, l’ article L4321-1 du Code du travail impose aux employeurs de maintenir les équipements en bon état. En effet, il stipule que le matériel doit être :
« […] réglés et maintenus de manière à préserver la santé et la sécurité des travailleurs ».
Par exemple, une échelle glisse, casse ou cède lors d’un chantier et que l’enquête révèle un matériel défectueux. Si l’entreprise n’a aucun justificatif de vérification, cela peut se retourner contre l’employeur.
Certains domaines d’activité vont plus loin. C’est le cas des chantiers de construction et de réparation navals. L’arrêté du 21 septembre 1982 exige une vérification des échelles tous les six mois.
Une personne compétente doit alors contrôler chaque élément deux fois par an, identifier et signaler les éventuelles anomalies.
Quels équipements sont concernés ?
Ici, on parle principalement des échelles, mais on peut intégrer tous les moyens d’accès en hauteur portatifs. Cela inclut les échelles simples, doubles (ou à coulisse ou transformables).
On peut également citer les escabeaux, marchepieds, et même certaines échelles fixes à crinoline. Si un équipement mobile ou semi-permanent permet de travailler ou d’accéder en hauteur alors il mérite une vérification rigoureuse.
Dans les environnements industriels, logistiques ou dans le BTP, ou retrouve souvent ces matériels. Ils peuvent être en contact avec des éléments chimiques, des variations de température importantes, des chocs, à l’humidité… Autant de facteurs pouvant accélérer la dégradation des échelles. La vérification devient alors nécessaire pour éviter les accidents.

Qui peut procéder à la vérification des échelles dans l’entreprise ?
Pas besoin de faire appel à un bureau de contrôle coûteux ou à un organisme certifié COFRAC. La réglementation autorise une entreprise à effectuer elle-même la vérification des échelles. Toutefois, il faut s’assurer que le salarié qui réalise cette tâche est une personne dite « compétente ».
Mais qu’est-ce-que ça signifie concrètement « être compétent ? C’est-à-dire qu’il faut disposer d’une vraie connaissance technique des échelles. Il est nécessaire de connaître leurs types, leurs points de fragilité, les matériaux qui les composent, les risques associés…
Il faut aussi savoir lire les consignes du fabricant et appliquer des critères d’analyse pertinents. Également, il vérificateur doit pouvoir remplir les documents de contrôle et savoir repérer les anomalies.
Un salarié disposant d’une formation en interne peut parfaitement assurer cette mission.
De quelles compétences a-t-on besoin pour réaliser une vérification d’échelle ?
Tout d’abord, maîtriser la vérification des échelles demande de savoir reconnaître les différents types d’échelles. Ensuite, on doit être capable de repérer les défauts : fissures, torsions, soudures défectueuses, patins usés, fixations manquantes…
La manipulation sur le terrain reste le meilleur indicateur. Parfois, ce n’est qu’en déployant l’échelle, en testant sa rigidité ou en la posant au sol qu’on détecte un défaut.
Enfin, il faut savoir consigner ses observations sur une fiche de contrôle claire, avec des informations précises, datées et signées. Cette traçabilité constitue la seule preuve de votre sérieux en cas de contrôle ou d’accident.
Quelle formation suivre pour apprendre à vérifier les échelles ?
La formation à la vérification des échelles est accessible à tous les professionnels qui manipulent ces équipements.
Nous avons conçu un module pensé pour les réalités du terrain. Il comprend une approche réglementaire pour comprendre le cadre légal, les responsabilités et les obligations de chaque acteur.
Une partie technique pour étudier les défauts fréquents et les points de contrôle. Des exercices pratiques : vérification de plusieurs échelles, rédaction de rapports, identification de non-conformités.
Les avantages de cette formation ? Elle est certifiante et 100% en ligne ! Vous pouvez donc la réaliser quand et où vous le souhaitez.

Comment maintenir la traçabilité des vérifications ?
Chaque vérification doit déboucher sur un document clair. En effet, le vérificateur doit rédiger un rapport dans lequel il doit mentionner plusieurs éléments clés :
- la date de vérification,
- l’identification de l’échelle (référence, numéro si possible),
- les points de contrôle,
- les anomalies identifiées ainsi qu’une recommandation,
- la signature du vérificateur.
À la suite de cela, il faut conserver ce rapport dans le registre de sécurité mis à jour. Il permet d’assurer une traçabilité continue et de démontrer à tout moment que l’entreprise répond à ses obligations réglementaires. Ces documents peuvent exister sous forme papier ou numérique.
En résumé
Si une entreprise néglige la vérification des échelles et qu’un accident survient, quelles sont les conséquences ?
Le Code du travail (article R. 4741-1) prévoit une sanction pénale pour l’employeur. Mais au-delà des amendes, c’est le risque humain qui pèse le plus. Une chute peut engendrer des fractures, une hospitalisation ou une incapacité durable.
La vérification des échelles est une étape essentielle dans toute politique de prévention des risques professionnels. Nommer et former un vérificateur en interne permet de responsabiliser les équipes, sécuriser les interventions et minimiser des accidents évitables.
Retrouvez nos derniers articles !
- Quels sont les dangers liés à l’exposition à l’amiante ?
- Formation à la vérification des échelles : ce qu’il faut savoir
- Bilan aéraulique sur un chantier amiante : tout ce qu’il faut savoir
- Les compétences essentielles pour réaliser la vérification générale périodique des appareils de levage
- Comment vérifier une élingue chaîne ?
Comprendre le rôle du bilan aéraulique sur un chantier amiante
Lorsqu’une zone de travail contient des fibres d’amiante, la moindre fuite peut entraîner la dispersion de poussières hautement cancérigènes.
Sur un chantier amiante, le bilan aéraulique permet de vérifier que la qualité du confinement répond aux exigences réglementaires. Aussi, il assure que les conditions de renouvellement de l’air sont conformes aux objectifs de sécurité.
Tout d’abord, il vérifie que l’air est renouvelé en quantité suffisante dans la zone de travail. Cela signifie l’extraction et le remplacement de l’air sont efficaces. Sans ce renouvellement, les fibres stagnent et le risque d’inhalation augmente pour les opérateurs présents dans la zone.
Ensuite, il mesure le maintien d’une dépression constante d’au moins 10 Pascals dans la zone confinée. Cette dépression crée un effet d’aspiration vers l’intérieur, évitant que des fibres d’amiante ne s’échappent par les ouvertures ou fuites accidentelles.
Également, le bilan aéraulique permet de garantir que le tunnel de décontamination du personnel présente un renouvellement d’air suffisant. Cela afin d’éviter que les intervenants ne transportent les fibres d’amiante hors de la zone de traitement.
Enfin, il évalue l’efficacité de la barrière dynamique au niveau de l’installation de décontamination du matériel et des déchets. Cette barrière, généralement constituée d’un sas ventilé, empêche les fibres de migrer vers l’extérieur pendant les opérations de sortie du matériel ou d’évacuation des sacs de déchets.
Le bilan aéraulique est-il obligatoire ?
La réponse est oui. L’arrêté du 8 avril 2013, sur les moyens de protection collectifs amiante, impose la réalisation d’un bilan aéraulique dès lors qu’un confinement dynamique est mis en place. On entend par confinement dynamique, la maitrise de la circulation de l’air dans l’espace.
Ce type de confinement devient obligatoire sur les chantiers de niveau 2 ou 3 en termes d’empoussièrement. Cette obligation concerne aussi bien les interventions en sous-section 3 (SS3) qu’en sous-section 4 (SS4).
L’article 11 de l’arrêté du 8 avril 2023 précise le bilan aéraulique doit être prévisionnel et validé par des mesures réelles. Ces dernières sont à réaliser à l’aide d’un anémomètre. Autrement dit, on ne peut pas se contenter de calculs théoriques : il faut vérifier sur le terrain que le confinement fonctionne.

Le bilan aéraulique prévisionnel : à quoi sert-il ?
Avant même de monter le chantier, le bilan aéraulique prévisionnel permet de dimensionner correctement les installations de ventilation. Il s’agit d’une note de calcul importante car elle conditionne l’efficacité du confinement.
Elle détermine le nombre et le débit des extracteurs nécessaires, la surface des entrées d’air et les éventuels dispositifs de réglage à prévoir. Il prend en compte de nombreux paramètres : volume de la zone, configuration des locaux, niveau d’empoussièrement prévu, type d’activités réalisées.
Pour réaliser ce bilan aéraulique, l’INRS met à disposition l’outil 111. Cet outil de calcul pour permet de s’assurer que l’on respecte les bonnes pratiques et d’éviter les erreurs de dimensionnement.
« Elaboré par l’INRS, cet outil aide à établir le bilan aéraulique prévisionnel pour un chantier de désamiantage sous confinement, selon la méthode du guide pratique de ventilation ED 6307. »
Une ventilation insuffisante entraîne un empoussièrement accru, tandis qu’une ventilation excessive peut perturber le fonctionnement des installations de décontamination.
Quelle formation est obligatoire pour réaliser un bilan aéraulique ?
La réalisation d’un bilan aéraulique relève de la responsabilité des encadrants de chantier et des encadrants techniques. Ces professionnels doivent suivre une formation spécifique à la prévention du risque amiante, conformément à l’arrêté du 23 février 2012.
Cette formation inclut les bases théoriques du bilan aéraulique, mais aussi des exercices pratiques avec des outils de mesure comme l’anémomètre ou le micromanomètre.
Elle vise à garantir que le professionnel sache concevoir un système efficace et le valider par des mesures objectives. Sans cette compétence, le confinement ne peut être considéré comme conforme.
En revanche, comme toute compétence technique, celle-ci s’entretient. Il devient alors pertinent de suivre une formation complémentaire, notamment lorsqu’un audit interne ou externe met en évidence des lacunes.

Existe-t-il une formation dédiée au bilan aéraulique ?
Formation spécifique
Oui, et c’est une excellente nouvelle pour les professionnels du secteur. Avorisk propose une formation spécifiquement consacrée au bilan aéraulique. Elle permet aux encadrants d’approfondir leurs compétences, de mettre à jour leurs connaissances réglementaires et de pratiquer les outils de mesure dans des conditions proches du terrain.
À qui s’adresse cette formation ?
La formation s’adresse exclusivement aux encadrants techniques et de chantier ayant déjà suivi la formation à la prévention du risque amiante. Elle permet de renforcer leur autonomie dans la conception et la validation des systèmes de confinement dynamique.
En renforçant leurs compétences sur le bilan aéraulique, ces professionnels améliorent non seulement la conformité réglementaire de leurs chantiers, mais aussi leur capacité à convaincre lors des audits ou des inspections.
L’auditeur peut-il imposer une formation au bilan aéraulique ?
Lors d’un audit, un auditeur peut constater un écart : absence de note de calcul, méconnaissance des paramètres à contrôler, ou incapacité à justifier les choix techniques.
Toutefois, il ne peut pas imposer une formation. Il relève l’écart et c’est ensuite à l’encadrement de proposer une réponse adéquate. Dans la majorité des cas, suivre une formation ciblée sur le bilan aéraulique constitue une solution pertinente. Elle permet de lever rapidement l’écart, de prévenir de futures non-conformités et de renforcer la compétence globale de l’équipe.
Retrouvez nos derniers articles !
- Quels sont les dangers liés à l’exposition à l’amiante ?
- Formation à la vérification des échelles : ce qu’il faut savoir
- Bilan aéraulique sur un chantier amiante : tout ce qu’il faut savoir
- Les compétences essentielles pour réaliser la vérification générale périodique des appareils de levage
- Comment vérifier une élingue chaîne ?
Qui peut réaliser les VGP des appareils de levage ?
L’arrêté du 1er mars 2004 fixe les règles encadrant les vérifications générales périodiques des appareils de levage. Il précise que seuls des professionnels qualifiés peuvent assurer ces contrôles.
En clair, la personne qui inspecte le matériel de levage doit pouvoir prouver qu’elle détient les compétences nécessaires à la réalisation de cette tâche.
En effet, la loi impose des étapes précises à réaliser lors d’une VGP afin de détecter d’éventuelles anomalies. Le vérificateur doit savoir les identifier, évaluer leur criticité et proposer des actions correctives.
Ces professionnels peuvent appartenir à l’entreprise ou intervenir en tant que prestataires externes. Le plus important est qu’ils disposent d’une qualification reconnue et qu’ils soient en mesure de justifier leurs compétences devant l’inspection du travail.
Que dit la réglementation en matière de compétence du vérificateur ?
L’article R4323-24 du Code du travail complète l’arrêté. Il précise les compétences que le vérificateur doit posséder. Il insiste sur deux éléments clés : la connaissance des risques liés aux équipements de travail et la maîtrise de la réglementation en vigueur.
Effectivement, le technicien vérificateur n’est pas qu’un technicien. Il endosse également un rôle de préventionniste. C’est-à-dire qu’il participe à renforcer la sécurité des travailleurs en les alertant sur les comportements à risques ou manipulations dangereuses.
Il doit anticiper les risques d’accident et s’assurer que les équipements de travail respectent bien les normes de sécurité en vigueur.
De plus, l’entreprise doit tenir à disposition des autorités la liste des personnes habilitées à effectuer ces vérifications. Cela implique une traçabilité des qualifications et dans le suivi des compétences internes ou sous-traitées.

Le savoir-faire essentiel pour réaliser la vérification générale périodique des équipements de levage
Des connaissances précises de la réglementation applicable
Pour mener à bien une vérification générale périodique, il faut maîtriser les textes réglementaires qui encadrent les appareils de levage.
L’arrêté du 1er mars 2004, précédemment cité, constitue évidemment le socle de référence. Il référence tous les essais et épreuves à réaliser pour chaque vérification. En effet, il n’existe pas que la VGP mais aussi la vérification à la mise en service et à la remise en service.
Mais il ne s’agit pas du seul texte à connaître.
Aussi, le vérificateur doit maîtriser les grands principes de sécurité dictés par la directive machine. Cette directive européenne (Directive 2006/42/CE) impose des exigences en matière de sécurité et de santé, applicables à toutes les machines mises sur le marché.
Des compétences en prévention des risques
Un bon vérificateur doit avant tout savoir repérer les situations dangereuses.
Tout d’abord, lors de la vérification générale périodique, il s’assure que le matériel répond bien à l’usage auquel il est destiné. On appelle cette étape l’examen d’adéquation.
Ensuite, il effectue un examen de l’état de conservation de l’appareil. Cet examen visuel permet d’identifier les premiers défauts visibles.
Enfin, il contrôle le bon fonctionnement des dispositifs de sécurité.
Il doit être capable de détecter les signes de fatigue, d’usure ou de déformation qui peuvent compromettre la sécurité de l’équipement.
Mais ce n’est pas tout ! Il doit aussi réaliser une analyse de risques, en tenant compte du contexte d’utilisation de l’appareil, de son environnement et des pratiques des opérateurs.
Par exemple, si un pont roulant est utilisé pour déplacer des charges dans un environnement corrosif, le vérificateur devra intégrer ce facteur dans son évaluation. Il ne s’agit donc pas seulement d’un examen technique, mais d’une démarche de prévention active.
Des compétences techniques : comprendre le fonctionnement d’un appareil de levage
La dimension technique d’une vérification générale périodique ne doit pas être sous-estimée.
Le vérificateur doit avoir une bonne compréhension du fonctionnement global du matériel à vérifier ainsi que de ses composants essentiels.
Il n’a pas besoin d’être ingénieur, mais il doit maîtriser les bases de la mécanique, de l’électricité, voire de l’électronique.
Concrètement, il doit savoir identifier les différents éléments. Par exemple pour un pont roulant : treuil, palan, galets, rails, fin de course, coffrets électriques… Lors de la vérification générale périodique, il contrôle leur état, recherche d’éventuels jeux, défauts d’alignement ou signes d’usure.
Il doit également connaître les différentes méthodes d’essai. Comment réaliser une épreuve statique ? Comment vérifier le fonctionnement du dispositif de freinage ? Quels tests permettent de confirmer la stabilité de l’installation ? Ces techniques font partie de son bagage professionnel.
Compétences rédactionnelles : savoir formaliser les constats
Réaliser une vérification générale périodique, c’est aussi produire un rapport clair, précis et exploitable.
À la fin de chaque intervention, le vérificateur doit rédiger un rapport de vérification et le transmettre au chef d’établissement.
Lors du contrôle, si le vérificateur identifie des anomalies, c’est dans ce document qu’il le détaillera. Alors il les décrit, les localise et formule des recommandations concrètes pour y remédier.
La qualité rédactionnelle de ce rapport est cruciale. Une formulation floue ou approximative peut générer des incompréhensions, voire des erreurs de maintenance. Le vérificateur doit donc faire preuve de rigueur, structurer ses constats et utiliser un vocabulaire technique approprié.
Il doit aussi savoir synthétiser ses conclusions pour les transmettre à son client ou à sa hiérarchie. Rédiger un compte-rendu par e-mail ou présenter ses observations à l’oral fait pleinement partie de sa mission.
Savoir utiliser les outils informatiques
Aujourd’hui, la plupart des rapports de vérification générale périodique se rédigent sur ordinateur, tablette ou smartphone. Il est donc essentiel que le technicien soit à l’aise avec les outils numériques. Il doit pouvoir naviguer sur une application, remplir les champs du rapport, insérer des photos et valider les informations collectées sur le terrain.
Certains logiciels permettent même d’intégrer des check-lists personnalisées ou des modèles de rapports normalisés. Ces outils facilitent le travail de vérification mais exigent une certaine aisance informatique.

Contrôleur VGP : un métier qui nécessite des qualités personnelles
Le sens de l’observation et de l’écoute
Au-delà des compétences techniques et réglementaires, le savoir-être joue un rôle fondamental.
Observer, c’est savoir voir ce que d’autres ne remarquent pas. Lors d’une vérification générale périodique, une partie importante du travail repose sur l’examen visuelle de l’équipement. Le vérificateur repère des défauts parfois invisibles à l’œil non averti : une soudure fissurée, une pièce mal alignée, un câble effiloché…
Avec l’expérience, son regard s’affine. Il apprend à détecter rapidement les signaux faibles, ces petits indices qui annoncent une défaillance potentielle. C’est ce sens de l’observation qui fait souvent la différence entre un bon et un excellent vérificateur.
Mais il doit aussi savoir écouter. Les utilisateurs peuvent lui fournir des informations précieuses : bruits anormaux, dysfonctionnements récurrents, retours d’expérience… Leur témoignage complète l’examen technique et contribue à une vérification générale périodique plus fiable.
Expliquer ses constats sans adopter une posture autoritaire. Sa mission ne se limite pas à cocher des cases : il contribue activement à la sécurité de l’entreprise.
Curiosité et adaptabilité
Le métier de vérificateur exige bien plus qu’un simple respect des procédures. Pour mener efficacement une vérification générale périodique, il faut faire preuve de curiosité. Cela permet de repérer les anomalies et anticiper les problèmes avant qu’ils ne deviennent critiques. Ce type d’attitude proactive améliore la sécurité.
L’adaptabilité, quant à elle, s’exprime dans la capacité du technicien à ajuster sa méthode de travail selon le contexte. Un jour, il intervient sur un chantier naval avec des grues mobiles. Le lendemain c’est dans une usine agroalimentaire avec des palans inoxydables soumis à des exigences d’hygiène strictes.
Dans chaque situation, il adapte son discours, ses outils et son regard d’inspecteur aux particularités du lieu. Il ne s’agit pas de faire du « copier-coller » de procédure, mais bien de contextualiser chaque vérification générale périodique, qu’il s’agisse d’un hayon élévateur, d’un bras manipulateur ou d’un portique de levage.
Autonomie et rigueur
Être vérificateur, c’est souvent travailler seul, parfois dans des conditions complexes. Il arrive que le technicien intervienne à la première heure ou en fin de journée, pour ne pas perturber l’activité. Il doit alors s’organiser de manière autonome, sans supervision directe et prendre rapidement les bonnes décisions sur le terrain.
Cette autonomie ne signifie pas improvisation. Au contraire, elle repose sur une préparation méticuleuse en amont. Il doit organiser sa journée de manière optimale, anticiper les contraintes logistiques et respecter les délais de remise des rapports.
L’autonomie s’applique également à la gestion du planning et des priorités.
Comment devenir vérificateur d’appareil de levage ?
Avorisk accompagnent les futurs vérificateurs dans leur montée en compétence, avec la Formation contrôleur VGP matériel de levage adaptées aux réalités du terrain et aux exigences réglementaires.
Grâce à cette formation, les techniciens peuvent intervenir en toute légitimité et réaliser des vérifications générales périodiques en conformité avec la loi.
]]>Quand et comment contrôler ses élingues de levage ?
Le Code du travail (articles L4321-1 et R4323-23) impose la vérification des équipements de levage. L’objectif étant de protéger les salariés contre les risques mécaniques.
L’arrêté du 1er mars 2004 définit les conditions de contrôle des accessoires de levage. Cela comprend les élingues à chaîne, les élingues 4 brins, les manilles ou encore les élingues pour palonniers.
Ces vérifications doivent intervenir à plusieurs moments clés du cycle de vie du matériel.
Vérification à la mise en service d’une élingue à chaîne
Lorsqu’une élingue neuve est mise en service, le fabricant doit fournir une preuve de son aptitude à l’emploi. Sans ce justificatif, l’entreprise utilisatrice devra réaliser une épreuve statique.
Elle devra également vérifier l’adéquation de l’élingue avec l’utilisation prévue. Cette étape consiste à identifier la nature des charges, le type de levage, l’environnement de travail (température, humidité, etc.).
Il faudra aussi prendre en considération la compatibilité avec les systèmes tels que les palans ou les crochets. C’est une étape importante qui permet de sélectionner l’équipement qui correspondra le mieux aux besoins.
Les élingues chaînes sont robustes et possèdent une bonne résistance à l’usure. Elles conviendront notamment à des environnements où la température est élevée ou en présence de produits chimiques.
Contrôle après réparation : remise en service des accessoires de levage
À la suite d’une réparation importante, une élingue à chaîne doit être soumise à un contrôle de remise en service.
Pour se faire, un examen d’adéquation est nécessaire pour vérifier que l’accessoires est toujours adéquat. Ensuite, une inspection de l’état de conservation et une épreuve statique sont à réaliser. Elles permettront de s’assurer que les opérateurs peuvent à nouveau utiliser l’élingue sans danger.
Ces vérifications garantissent que les élingues chaîne à 4 brins ou les modèles avec anneau ou manille remplissent encore leurs fonctions de façon sûre.
Inspection périodique obligatoire : la VGP des élingues chaîne
Chaque élingue de levage, qu’elle soit en chaîne, en câble ou textile, doit faire l’objet d’une Vérification Générale Périodique (VGP). La loi impose une fréquence de contrôle d’au moins une fois par an
Cependant, le chef d’établissement peut décider de réduire cette fréquence, dans le cas où l’environnement de travail est très contraignant.
En fonction des conditions d’utilisation (intensité, environnement, fréquence), des contrôles plus rapprochés peuvent être requis. Prenons l’exemple d’une fonderie. Les équipements de levage subissent des températures extrêmes, il peut être pertinent de les inspecter plus régulièrement.
Cette inspection comprend un examen détaillé de l’état de conservation des maillons, des crochets, des anneaux de tête et de tous les éléments porteurs.

Examens et épreuves pour vérifier une élingue chaîne
Inspection visuelle des maillons, anneaux, manilles et crochets
Avant toute autre vérification, il faut inspecter visuellement l’ensemble de l’élingue. Le vérificateur réalisera ce contrôle sur un équipement propre ne comportant pas de salissure excessive. Pourquoi ? Tout simplement car la peinture, la boue ou autre peuvent masquer les fissures.
L’opérateur examine ensuite les extrémités, notamment les crochets et les anneaux. Il sera à la recherche de déformations, de rayures profondes, de fissures ou de décolorations liées à la chaleur. Après, il vérifie la liberté de mouvement de chaque maillon.
Il convient également de s’assurer de la cohérence de l’ensemble des composants de l’élingue. Entre deux vérifications, des réparations ou remplacements de pièces sont possibles. Il faut alors vérifier que tous les éléments sont compatibles entre eux et que l’ensemble respecte les caractéristiques nominales prévues.
Pour terminer, la plaque d’identification doit être lisible et présente. Il faut s’assurer que les informations décrites soient en concordance avec le matériel.
Sans la validation de tous ces éléments, l’accessoire devient non conforme.
Comment contrôler un crochet d’élingue avec précision ?
Les crochets méritent une attention particulière. Le vérificateur doit tester la fonctionnalité du linguet de sécurité, notamment sa capacité à revenir automatiquement en position fermée.
Il est possible que les opérateurs surchargent les élingues. Une ouverture anormale des crochets peut alors apparaître progressivement. Le contrôleur doit mesurer que cette ouverture reste inférieure à 10% de l’ouverture d’origine. Au-delà de ce seuil de tolérance, le remplacement du crochet est à recommander.
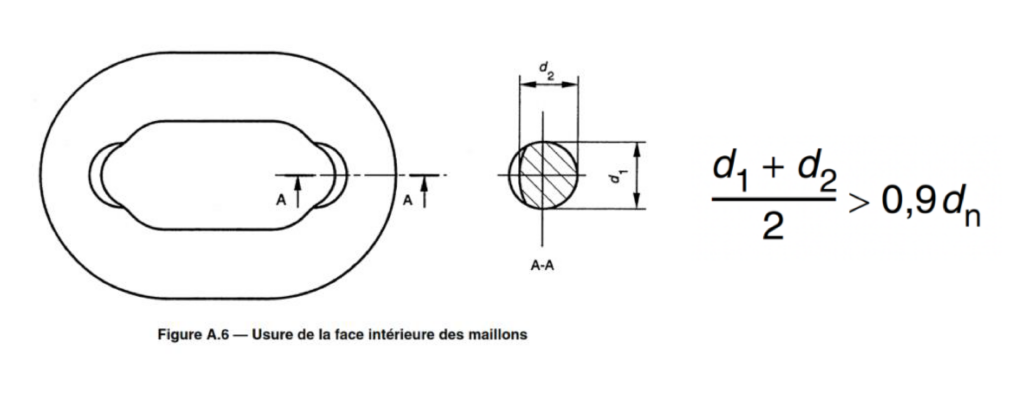
Évaluer l’usure des maillons de chaîne
Dans un premier temps, l’usure des maillons se vérifie par inspection visuelle. Cependant, cela n’est pas suffisant, il est essentiel faire des mesures plus précises, grâce à un pied à coulisse notamment.
L’objectif consiste à détecter une réduction du diamètre nominal des maillons. Pour cela, il suffit de prendre le pied à coulisse et de mesurer le diamètre d’un maillon sur 2 axes.
Ensuite, on appliquer la formule suivante : (d1 + d2) / 2.
Ce calcul nous donnera le diamètre réel du maillon. Pour être conforme, ce dernier ne doit pas excéder une usure de 10% par rapport au diamètre inscrit sur la plaque d’identification.
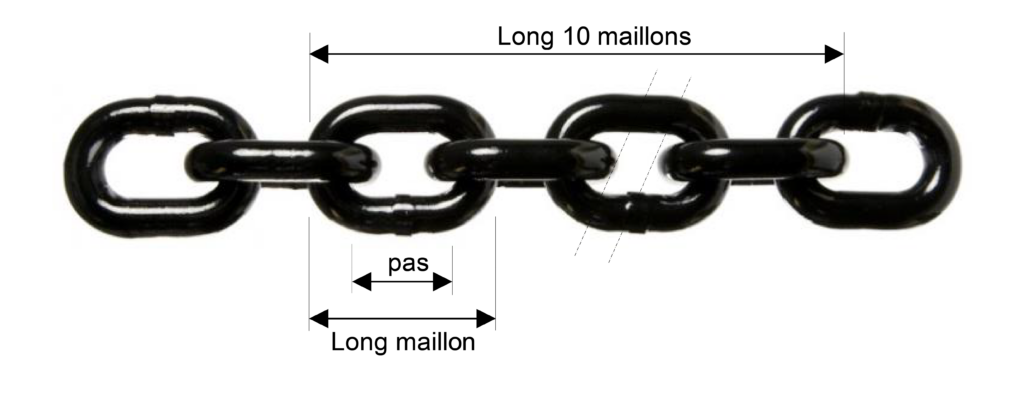
Détection de l’allongement des chaînes de levage
Trois méthodes permettent de détecter un allongement. La première est de vérifier le jeu entre les maillons. En effet, si le mouvement est fluide et que les maillons coulissent correctement, c’est un premier indicateur est positif. Cette méthode est pertinente, cependant le vérificateur ne peut l’appliquer seule en raison de son manque de précision.
La deuxième technique est de lever l’élingue à l’aide d’un treuil, d’un plan ou d’un pont roulant. Cela permet ensuite de contrôler que les brins sont de même longueur. Comme pour la méthode précédente, elle donne une indication sur l’état de l’allongement mais n’est pas suffisamment précise. De plus, elle ne fonctionne pas sur un seul brin.
La troisième et la plus efficace reste la mesure des maillons à l’aide d’un pied à coulisse. Pour cela, il faut mesurer la longueur du maillon et s’assurer que l’allongement ne dépasse pas 5% de la longueur nominale.
Épreuve statique : test de résistance des élingues de levage acier
L’épreuve statique s’applique lors de la mise en service sans certificat fabricant, après réparation ou en cas de doute sur la conformité.
Elle consiste à suspendre une charge égale à 1,5 fois la CMU pendant 15 minutes sans mouvement. Aucun élément ne doit se déformer et la charge doit rester stable.
Ce test vérifie que l’élingue, qu’elle soit à 4 brins, avec crochet ou pour palan peu importe, répond toujours aux exigences de sécurité.
En appliquant les examens et épreuves de vérification, les entreprises protègent leurs salariés. Une élingue de levage bien entretenue assure une manutention sûre et efficace.
Vous souhaitez vous former connaître le cadre réglementaire et apprendre à contrôler tous les accessoires de levage ? Découvrez notre formation dédiée :
Retrouvez nos derniers articles !
- Quels sont les dangers liés à l’exposition à l’amiante ?
- Formation à la vérification des échelles : ce qu’il faut savoir
- Bilan aéraulique sur un chantier amiante : tout ce qu’il faut savoir
- Les compétences essentielles pour réaliser la vérification générale périodique des appareils de levage
- Comment vérifier une élingue chaîne ?
Les Vérifications Générales Périodiques (VGP) des accessoires de levage
Définitions et cadre réglementation
Les Vérifications Générales Périodiques sont des contrôles obligatoires. Elles visent à s’assurer que les équipements de levage restent en bon état de fonctionnement.
Selon l’arrêté du 1er mars 2004 du Code du travail, les accessoires de levage sont des :
« équipements non incorporés à une machine, à un tracteur ou à un autre matériel et placés entre la machine, le tracteur ou tout autre matériel et la charge, tels qu’élingue, palonnier, pince auto-serrante, aimant, ventouse, clé de levage. »
Aussi, les accessoires de levage doivent subir une vérification régulière afin de s’assurer qu’ils sont sans danger pour les utilisateurs. Selon l’arrêté cité précédemment, la VGP est à effectuer au minimum tous les douze mois.
Les étapes de la VGP
Pour mener à bien la vérification générale périodique des accessoires de levage, un seul examen est à entreprendre. Selon l’article 24 de l’arrêté du 1er mars 2004, il s’agit de mener une vérification de l’état de conservation.
Cela se traduit par une inspection visuelle de l’accessoire. Elle permet de déceler toute détérioration susceptible d’engendrer une cassure ou rupture. Le vérificateur doit veiller à identifier les déformations, fissures ou des usures anormales.
Par exemple, pour des élingues chaîne, le contrôleur vérifie le crochet, l’usure de la chaîne et l’allongement des maillons. Il remontera toute trace de produit chimique, déformation, corrosion, ou absence de marquage.
À l’issue de l’examen de l’état de conservation, le vérificateur doit établir un rapport afin d’annoter ses observations. Il transmet alors ce dernier à l’employeur, ce qui constitue une partie de la traçabilité de l’équipement.
Assurer la traçabilité des accessoires de levage après vérification
Le rapport provisoire
Immédiatement après la réalisation de la VGP, un rapport provisoire est à transmettre au chef d’établissement propriétaire du matériel. Le vérificateur doit remettre ce document le jour même du contrôle.
Il permet d’informer sans délai l’employeur des éventuelles anomalies ou défauts de sécurité. Par exemple, le contrôleur constate une rupture de toron sur une élingue câble. Ce défaut comporte un danger immédiat pour l’utilisateur, le vérificateur mettra l’élingue au rebut.
Cette démarche proactive permet de prendre rapidement les mesures correctives nécessaires pour prévenir tout risque d’accident.

Le rapport de vérification
À la suite du rapport provisoire, le vérificateur rédige un rapport de vérification définitif. Le chef d’établissement doit recevoir ce dernier dans les quatre semaines suivant la VGP.
Dans ce document, les informations essentielles sont la date de la vérification et l’identification de la personne ayant effectué le contrôle ainsi qu’une description détaillée de chaque équipement inspecté.
On précise pour chaque accessoire, des informations telles que le numéro de série, le type, la capacité maximale d’utilisation (CMU), la longueur et d’autres caractéristiques. Le rapport doit également indiquer si l’équipement est conforme ou s’il présente des observations nécessitant une attention particulière.
Le registre de sécurité
L’entreprise reçoit le rapport de vérification définitif, elle doit ensuite l’intégrer dans son registre de sécurité.
Ce registre, qui peut être sous forme papier ou numérique, centralise l’ensemble des contrôles périodiques effectués sur les équipements de l’établissement. Il constitue une preuve documentaire de la conformité des équipements aux exigences réglementaires et doit être tenu à la disposition des autorités compétentes, telles que l’Inspection du travail ou la CARSAT.

Le marquage des accessoires de levage
La réglementation n’impose pas spécifiquement le marquage des accessoires de levage pour attester de leur contrôle. Cependant, les entreprises appliquent largement cette pratique pour faciliter la traçabilité et informer les utilisateurs de la validité des équipements. Nous pouvons identifier plusieurs méthodes de marquage :
Dans un premier temps, le marquage par couleur annuelle. Cette méthode s’inspire du domaine maritime. Chaque année, on attribue une couleur spécifique permettant une identification rapide de la dernière vérification effectuée.
Ensuite, une des méthodes est d’appliquer un scellé câble ou plastique. Ce dispositif est fixé sur l’accessoire et peut présenter une couleur différente correspondant à l’année de contrôle. Il est possible également d’utiliser un serflex de couleur. Ils offrent une solution simple et économique pour signaler la conformité de l’équipement.
Également, il existe la solution des plaques de marquage métalliques. Elles sont gravées ou frappées avec la date de vérification et le numéro d’identification de l’accessoire de levage. Elles fournissent une indication durable et une visibilité précise pour les utilisateurs.
Enfin, il existe des méthodes plus avancées comme l’utilisation de QR codes ou de puces RFID. Cette solution permet d’accéder rapidement aux informations détaillées de l’équipement en scannant le code avec un smartphone. Cette méthode permet d’accéder à la base de données numériques des élingues et représentante la solution de traçabilité la plus optimisée.
Il est important de choisir une méthode de marquage qui s’adaptera le mieux au type d’accessoire et à son environnement d’utilisation. Il faudra veiller à ce que le marquage n’entrave pas le fonctionnement de l’équipement ni ne présente de risque pour l’utilisateur.
]]>Les différents types de vérification des appareils de levage
Pour vérifier les appareils de levage, on distingue principalement trois types de contrôle : la vérification de mise en service, la vérification de remise en service et la vérification générale périodique. Chacune intervient à des moments différents dans le cycle de vie des machines.
La vérification à la mise en service
La vérification de mise en service est la première chose à faire lors de l’acquisition de matériel avant toute utilisation. Elle concerne les appareils de levage neufs, mais aussi d’occasion.
On identifie deux objectifs à cette étape. Premièrement, s’assurer que l’appareil s’adapte parfaitement aux tâches à réaliser. Deuxièmement, confirmer le bon montage et la bonne installation du matériel.
Pour les appareils neufs dont l’aptitude à l’emploi a déjà été vérifiée dans leurs configurations d’utilisation, la vérification de mise en service comprend un examen d’adéquation et des essais de déclenchement des dispositifs de sécurité. On s’assure que l’appareil correspond bien aux besoins et que ses systèmes de sécurité, comme les freins et les limiteurs de course, fonctionnent correctement.
Cependant, si l’aptitude à l’emploi de l’appareil neuf n’a pas été vérifiée, la procédure inclut des tests supplémentaires. On devra effectuer un examen d’adéquation, un examen de montage et d’installation (pour les appareils installés à demeure), une épreuve statique et une épreuve dynamique.
Pour le matériel de levage d’occasion, les exigences sont les mêmes que pour les appareils neufs sans aptitude à l’emploi.
En cas de location, les appareils d’occasion qui ne nécessitent pas d’installation de support particulier nécessitent uniquement un examen d’adéquation. Sinon, l’examen de montage et d’installation, ainsi que des essais de fonctionnement seront nécessaires.
La vérification lors de la remise en service du matériel
La vérification de remise en service intervient après certains événements qui pourraient affecter la sécurité d’un appareil de levage. Elle permet d’évaluer si le matériel est en état de fonctionner en toute sécurité après avoir subi des modifications, des réparations, un déplacement ou un accident.
Cette vérification n’est pas obligatoire, en cas de changement de site d’utilisation, pour certains appareils de levage. Pour cela, deux conditions sont à remplis. Il faut que le matériel ne nécessite pas d’installation de support particulier. Aussi, il faut justifier d’une vérification de mise en service et d’une VGP valides de moins de six mois dans la même configuration d’emploi. Cette disposition concerne notamment les grues auxiliaires de chargement sur véhicules, les chariots élévateurs et les PEMP.
De plus, le remplacement de chaînes, câbles ou cordages par des éléments neufs de mêmes caractéristiques ne provoquent pas obligatoirement ce contrôle. Pour cela, il faut que le carnet de maintenance mentionne l’intervention. Aussi, l’attestation de conformité des nouveaux éléments doit être disponible.
Le contrôle lors de la remise en service inclut un examen d’adéquation, un examen de montage et d’installation (le cas échéant), un examen de l’état de conservation, une épreuve statique et une épreuve dynamique.

La vérification générale périodique (VGP)
La vérification générale périodique (VGP) est un contrôle régulier et obligatoire. Il vise à s’assurer du maintien en bon état des appareils de levage en service. Contrairement aux vérifications précédentes qui sont ponctuelles, la VGP est une surveillance continue de l’état de l’appareil.
Cette vérification comprend un examen de l’état de conservation et des essais de fonctionnement. La périodicité de la VGP est généralement de douze mois.
Cependant, elle passe à six mois pour certains appareils. Cela concerne notamment ceux pour le transport des personnes ou pour déplacer en élévation un poste de travail. Il existe d’autres exceptions que l’on retrouve dans l’article 20 de l’arrêté du 1er mars 2004 du Code du travail.
Enfin, pour les appareils de levage mus par la force humaine pour déplacer en élévation un poste de travail, la périodicité est même de trois mois.
Les différents examens et épreuves du matériel de levage
Rentrons maintenant dans le vif du sujet, les vérifications des appareils de levage font appel à différents examens et épreuves. Chacun a un objectif spécifique dans l’évaluation de la sécurité et de la conformité de l’équipement.
L’examen d’adéquation d’un appareil de levage
Tout d’abord, l’examen d’adéquation est la toute étape. C’est une étape simple mais très importante. Cet examen consiste à vérifier que l’appareil de levage est approprié aux travaux que l’utilisateur prévoit d’effectuer.
Il s’agit donc de s’assurer que l’appareil est en adéquation avec les charges à soulever, les conditions d’utilisation et les risques. Cet examen permet de confirmer que les opérations sont compatibles avec les caractéristiques du matériel. Pour cela, il est essentiel de consulter les recommandations du fabricant.
L’examen de montage et d’installation d’un appareil de levage
Cet examen concerne notamment les ponts élévateurs, les grues, etc. Ces engins de levage nécessitent un montage et une installation sur site. Il est important de vérifier que l’assemblage est bien conforme à la notice d’instructions du fabricant.
L’examen de l’état de conservation
Cet examen a pour objectif de vérifier le bon état général de l’appareil de levage et de ses supports. Il permet de déceler toute détérioration susceptible d’être à l’origine de situations dangereuses.
L’examen se concentre sur les éléments essentiels de l’appareil, tels que les dispositifs de calage, d’amarrage et de freinage, les poulies, les limiteurs de charge et de moment de renversement, les crochets et les appareils de préhension, ainsi que les câbles et les chaînes de charge.
Cet examen comprend une inspection visuelle détaillée, complétée si nécessaire par des essais de fonctionnement pour évaluer l’état et le fonctionnement des différents composants.

L’essai de fonctionnement
L’essai de fonctionnement est une épreuve pratique qui permet de vérifier le bon fonctionnement de l’appareil de levage et de ses dispositifs de sécurité. Il consiste à faire mouvoir l’appareil avec une charge d’essai dans les positions les plus défavorables. Cet exercice sollicite les organes mécaniques au maximum de leur capacité.
Ensuite, les freins et les dispositifs équivalents doivent pouvoir arrêter et maintenir la charge dans toutes les positions.
Ce test permet également de contrôler le bon fonctionnement des dispositifs de contrôle de la descente des charges et des limiteurs de mouvement, tels que les limiteurs de course, de relevage et d’orientation.
Enfin, l’essai de fonctionnement inclut le déclenchement des limiteurs de charge et de moment de renversement. Cela afin de vérifier leur bon fonctionnement aux valeurs définies par le fabricant.
L’épreuve statique
L’épreuve statique est un test de résistance qui consiste à faire supporter à l’appareil la charge maximale d’utilisation. À laquelle on applique un coefficient d’épreuve statique. Le test s’effectue avec les accessoires et les supports de l’engin de levage.
Le matériel doit maintenir cette charge pendant une durée déterminée sans être mise en mouvement. Le fabricant détermine les conditions de l’épreuve, sa durée et le coefficient d’épreuve lors de la conception de l’appareil.
À défaut, le coefficient est de réglementaire est de 1,5 pour les appareils mus par la force humaine. Pour les autres appareils, le coefficient multiplicateur applicable est de 1,25. Le Code du travail précise que l’épreuve doit durer au minimum une heure.
Pendant ce test, on mesure les déformations de l’appareil et de ses supports si nécessaire. À la fin de l’épreuve, on examine l’appareil et ses supports pour s’assurer qu’aucune déformation permanente ni défectuosité ne sont apparues.

L’épreuve dynamique
C’est est un test de fonctionnement en charge. Il consiste à faire mouvoir l’appareil de levage avec une charge égale à la CMU. Aussi, un coefficient multiplicateur d’épreuve dynamique s’applique à la charge maximale d’utilisation.
L’objectif est d’amener la charge dans toutes les positions qu’elle peut occuper, sans tenir compte de la vitesse ou de l’échauffement de l’appareil. Le constructeur définit les conditions de l’épreuve et le coefficient d’épreuve.
À défaut, le coefficient réglementaire est de 1,1. Comme pour l’épreuve statique, on mesure les déformations si nécessaire. L’épreuve dynamique permet de vérifier le comportement de l’appareil en mouvement sous la charge. Pour finir, il s’assure de la stabilité et du bon fonctionnement dans des conditions d’utilisation réelles.
]]>Quel est le rôle du contrôleur VGP ?
Pour partir sur de bonnes bases, il est de bon ton de rappeler quelques éléments primaires.
Qu’est-ce que c’est qu’une VGP ?
La Vérification Générale Périodique est une obligation réglementaire. En effet, c’est une inspection régulière dont le directeur d’entreprise doit s’assurer.
Quel est l’objectif d’une VGP ?
Il permet de s’assurer du bon fonctionnement et du bon état du matériel dans un souci de sécurité des travailleurs. L’arrêté du 1er mars 2004 précise la liste des équipements rentrant dans le spectre de la VGP. Globalement, ce sont tous les équipements de levage de charge, d’élévation de postes de travail ou de transport en élévation de personnes. Mais ce n’est pas tout ! L’INRS liste tous les équipements concernés dans sa brochure Principales vérifications périodiques.
Que doit faire le contrôleur VGP ?
Concrètement, le vérificateur doit suivre un protocole pour contrôler les équipements de travail. Une VGP se déroule en plusieurs étapes : Un examen de l’état de conservation, d’un test des dispositifs de sécurité et si possible un essai de fonctionnement. Si possible, car on ne va évidemment pas essayer un extincteur par exemple.
À la suite de son contrôle, le vérificateur rend un rapport de vérification au commanditaire. Dans ce dernier, il annote toutes les anomalies. Cela permet à l’entreprise d’effectuer ensuite les réparations adéquates si nécessaire.
Si ce dispositif de contrôle permet de limiter les risques, il n’élimine pas totalement les incidents. La question se pose alors : le contrôleur engage-t-il sa responsabilité lors d’un accident suivant une vérification ?

La responsabilité des différents acteurs
Le fabricant : assurer la conformité du matériel
Le fabricant porte la responsabilité de mettre sur le marché des équipements conformes aux normes françaises et européennes. Avant toute commercialisation, il doit réaliser une analyse des risques et concevoir le matériel en conséquence. Par exemple, si cette évaluation révèle un risque d’incendie sur un engin de levage, l’ajout d’un extincteur devient une obligation.
En délivrant un certificat CE, il atteste de la sécurité et de la fiabilité de son produit. Cependant, cette conformité initiale ne le dédouane pas de toute responsabilité si un accident survient en raison d’un défaut de conception.
Le chef d’entreprise : protéger ses salariés et fournir du matériel adapté
Le chef d’entreprise assure la sécurité de ses salariés. Pour cela, il doit impérativement mettre à disposition du matériel conforme et en bon état. Il veille à ce que le montage lors de l’installation et l’utilisation des équipements respectent les recommandations du fabricant.
Avant toute mise en service, il doit s’assurer que la machine correspond aux tâches à réaliser. Également, il doit garantir que l’utilisation du matériel ne présente aucun danger pour les opérateurs dans leur contexte de travail.
La maintenance et les vérifications périodiques relèvent aussi de sa responsabilité. Si un matériel subit une défaillance technique en raison d’un manque d’entretien ou à une utilisation inappropriée, il peut être tenu responsable.
Il délivre des autorisations aux personnes pour utiliser les machines. Pour cela, il doit s’assurer en amont que les salariés possèdent les compétences requises.
L’utilisateur : exploiter conformément le matériel
L’opérateur doit employer l’équipement selon les recommandations du fabricant et les consignes transmises par l’employeur.
Sa responsabilité se traduit par l’utilisation correcte du matériel. Ainsi, il garantit sa propre sécurité, mais également celle de ses collègues de travail.
En cas de danger imminent, il peut exercer son droit de retrait. C’est-à-dire qu’il est en droit de refuser d’utiliser un équipement qu’il juge non conforme ou dangereux. C’est aussi le cas, si le matériel n’est pas adapté à la tâche qu’il doit exécuter.
Ensuite, il possède aussi le devoir d’alerte. Ce dernier consiste à signaler toute anomalie ou situation à risque à son employeur. Par exemple, un salarié utilise un monte-charge, il constate un débit insuffisant de la pompe hydraulique. Son devoir est d’alerter sa hiérarchie du dysfonctionnement et de stopper immédiatement l’utilisation de cet appareil.
Le contrôleur VGP : assurer une vérification réglementaire
Le contrôleur VGP intervient sur mandat du chef d’entreprise pour s’assurer que le matériel est conforme aux normes en vigueur. Son rôle consiste à détecter les éventuelles anomalies et à signaler les défauts pouvant compromettre la sécurité. Il doit exécuter son travail avec rigueur et signaler tout problème constaté.

Si un accident survient à la suite d’un contrôle, le vérificateur peut-il voir sa responsabilité engagée ?
Pour répondre à cette question, il faut distinguer deux situations.
Dans le cas de dommages uniquement matériels, l’assurance de l’entreprise couvre généralement les frais.
Dans le cas d’un accident grave qui entraîne des blessures graves ou un décès, la responsabilité pénale du contrôleur peut être engagée. Dans cette situation, une enquête s’ouvre afin de déterminer le ou les responsables. Si cette dernière identifie que le vérificateur a laissé passer un défaut manifestement visible. Il encourt une peine de prison, le plus souvent avec sursis, et une amende.
Attention, il est très compliqué d’incriminer le contrôleur, car différentes variables entrent en considération. Notamment, la temporalité entre l’inspection et l’accident ainsi que la nature réelle du défaut sont autant de facteurs pris en compte pour déterminer son degré de responsabilité.
Si le contrôleur effectue son travail correctement en respectant les procédures et la réglementation, sa responsabilité ne peut être engagée.
Se prémunir contre les risques : la formation comme solution
Pour garantir la sécurité et limiter les risques, tous les acteurs doivent maîtriser leurs obligations et leurs responsabilités. La formation constitue un levier essentiel pour prévenir les erreurs et renforcer les compétences.
Pour les VGP, Avorisk propose une formation en ligne pour devenir contrôleur VGP du matériel de levage. Cette dernière permet de mieux appréhender les enjeux de la VGP, connaître la législation et d’adopter les bonnes pratiques.
En comprenant et en appliquant scrupuleusement les règles en vigueur, chaque intervenant contribue à un environnement de travail plus sûr et à la réduction des accidents liés aux équipements de levage.
]]>Qu’entend-on par matériel de levage ?
Un matériel de levage permet de soulever et de déplacer des charges. On peut segmenter ce type d’équipement en deux catégories selon l’arrêté du 1er mars 2004.
Les appareils de levage
Les appareils de levage comprennent les machines. Elles peuvent être motorisées ou actionnées manuellement. Elles ont pour fonction de déplacer des marchandises, du matériel ou des personnes.
Un ou plusieurs opérateurs sont nécessaires pour piloter. Ils contrôlent les mouvements à l’aide d’organes de commande. L’appareil assure un changement de niveau significatif de la charge pendant son déplacement.
On entend par significatif, un changement de niveau pouvant engendrer des risques en cas de défaillance du support de charge. Si la charge ne s’élève que légèrement du sol, comme avec un transpalette manuel, on ne parlera pas d’un matériel de levage.
Voici quelques exemples d’appareils de levage :
- Les plateformes élévatrices mobiles de personnes (PEMP),
- Les treuils et palans,
- Les hayons élévateurs,
- Les ponts roulants,
- Etc.
Les accessoires de levage
Les accessoires de levage, quant à eux, servent d’intermédiaire entre la machine et la charge. Contrairement aux appareils de levage, ils ne sont pas directement intégrés aux machines ou aux véhicules de manutention.
Ces équipements permettent de saisir, maintenir ou stabiliser les charges pendant leur transport.
On considère comme accessoires de levage les élingues, palonniers, pinces auto-serrantes, aimants, ventouses, clés de levage, etc.
Un équipement en bon état de conservation et de fonctionnement assure la sécurité des opérateurs et la productivité. Une défaillance matérielle peut entraîner des accidents, ralentir la production et engendrer des coûts supplémentaires. Reconnaître les signaux avant-coureurs de l’usure et prendre les mesures adéquates permettent de contrer ces freins.
Les facteurs d’usure et de dégradation du matériel
Les équipements professionnels se dégradent sous l’effet de plusieurs influences. Identifier ces causes permet de mieux préserver le matériel et de limiter les risques d’accident.
Facteur n°1 : l’usure mécanique
Tout d’abord, le matériel de levage subit des contraintes mécaniques, les chocs et les frottements répétés constituent un facteur important. Chaque impact fragilise les structures et affaiblit les matériaux.
Des réglages approximatifs ou une utilisation inadéquate provoquent des frottements constants. Cela concerne les câbles, les chaînes et les poulies qui sont le plus propice à subir une abrasion continue.
Facteur n°2 : l’impact des produits chimiques
Ensuite, les produits chimiques représentent un autre facteur d’altération. C’est un élément préoccupant dans certaines industries. Les équipements peuvent être en contact avec des solvants, des acides, ou autres. Ils peuvent provoquer une oxydation ou une corrosion qui fragilise les structures métalliques.
La peinture fait également partie des produits chimiques problématiques. Elle peut recouvrir les capteurs de charge ou les systèmes de contrôle. Tout simplement, elle couvre les systèmes antidérapants.
Facteur n°3 : les agressions environnementales
Également, l’environnement exerce une influence évidente sur les engins et accessoires de levage. L’exposition à la pluie, à l’humidité, aux UV ou aux températures extrêmes provoque une dégradation progressive.
Les rayons ultraviolets du soleil détériorent les plastiques, caoutchoucs et certains revêtements de protection. Ils fragilisent et rendent cassants ces matériaux.
La pluie et l’humidité accélèrent l’oxydation des surfaces métalliques. L’eau stagnante développe rapidement de la rouille.
Les températures extrêmes influent sur les métaux, les systèmes hydrauliques et peuvent provoquer des dysfonctionnements.
Travailler en extérieur expose les équipements à la poussière, la boue, le sable et les débris. Le dépôt de particules augmente les frottements, encrasse les systèmes et bloque les mécanismes.

Facteur n°4 : l’utilisation inadaptée du matériel
C’est une des principales causes de détérioration du matériel de levage. Utiliser un équipement en dehors des recommandations du fabricant provoquera logiquement une usure prématurée.
Chaque appareil de levage est conçu pour supporter un poids spécifique. Le non-respect de la CMU (Charge Maximale d’Utilisation) favorise une détérioration précoce. En effet, le constructeur définit cette charge à la suite de tests. Dépasser cette limite exerce une contrainte excessive sur les équipements.
Aussi, une manipulation brutale, des mouvements saccadés ou des freinage brusques génèrent des chocs internes. Également, l’énergie cinétique produite augmente la contrainte sur le matériel. Elle entraîne des risques de déformation, rupture ou dommage sur la charge.
Facteur n°5 : l’entretien insuffisant
Un entretien insuffisant accélère la détérioration du matériel de levage. Improviser des réparations ou les effectuer sans respecter les consignes du constructeur compromettent l’état de l’équipement.
La propreté insuffisante entrave le fonctionnement des composants. Comme évoqué précédemment, la boue, le sable, la poussière, etc. encrassent les systèmes et réduisent leurs performances.
Sans entretien, des pièces comme les câbles, les poulies, les moteurs ou les freins peuvent se détériorer plus rapidement. Par exemple, des câbles mal lubrifiés ou des systèmes hydrauliques non vérifiés peuvent entraîner des blocages ou des ruptures.
Facteur n°6 : le vieillissement naturel
Enfin, même lorsqu’un équipement est peu sollicité, son vieillissement naturel reste un phénomène inévitable. Avec le temps, les matériaux subissent des transformations.
L’oxydation qui affecte principalement les pièces métalliques exposées à l’air et à l’humidité. Les pièces en plastique ou en caoutchouc comme les joints d’étanchéité ou les protections se dessèchent et se fissurent. Les revêtements antidérapants ou les éléments de friction subissent une perte d’adhérence.
Quelques bonnes pratiques pour préserver son matériel
Pour éviter ou ralentir la détérioration prématurée du matériel de levage, il existe des solutions simples à mettre en application.

Stocker correctement le matériel est la première étape pour préserver ses équipements. Nous conseillons de les entreposer dans un espace sec, à l’abri des intempéries et des variations de température. Cela permet d’éviter l’oxydation et le vieillissement trop rapide. Particulièrement, pour les accessoires de levage, veillez à ce qu’ils soient entreposés sur des racks de rangements au-dessus du sol. Cette organisation prévient les déformations et les chocs accidentels.
Réaliser les VGP (Vérifications Générales Périodiques) et un entretien régulier s’imposent. La première bonne pratique est une obligation réglementaire et permet d’identifier tout signe d’usure afin d’y remédier. Un plan de maintenance adapté et régulier permet de conserver ses engins en bon état.
Le respect des consignes d’utilisation du constructeur est évident, cependant, il nous semble important de le rappeler. Manipuler le matériel avec précaution réduit les risques de détérioration précoce et assure une exploitation optimale de son potentiel. Pour terminer, la formation des opérateurs à l’utilisation des équipements est essentielle.
]]>Qu’est-ce qu’une CVPO ?
Le sigle CVPO désigne les Contrôles et Vérifications Périodiques Obligatoires. C’est un ensemble de tests, définis par la réglementation, visant à maintenir le matériel en bon état de fonctionnement.
Ces mesures englobent une gamme étendue d’équipements de travail et de moyens de protection afin d’assurer un environnement de travail sûr. Les postes de travail, locaux de travail et infrastructures sont également concernés par ces vérifications.
Concrètement, CVPO est le terme utilisé par le ministère des Armées pour désigner les VGP, Vérifications Générales Périodiques. Dans le civil, l’arrêté du 1er mars 2004 précise 3 types de vérifications tandis que la directive n° 476 ARM/CAB du 03/02/2021 relative à la mise en œuvre des contrôles et vérifications périodiques obligatoires des équipements de travail et moyens de protection des travailleurs dans les organismes du ministère des armées relève 4 types de contrôles :
- « Contrôle et vérification initial(e) lors de la mise en service des équipements de travail ou des moyens de protection ;
- Contrôle et vérification lors de la remise en service, après modification ou travaux ;
- Contrôle et vérification périodique : périodicité fixée par la réglementation ou définie par le chef d’organisme ;
- Contrôle et vérification sur demande de l’inspecteur du travail dans les armées, dans le délai imparti par ce dernier ou à la demande du médecin en charge de la médecine de prévention. »
Quels sont les équipements de travail et moyens de protection concernés par les CVPO ?
Les CVPO s’appliquent à une grande variété de matériels et d’équipements. Ces derniers comprennent les équipements de travail et les moyens de protection mis à disposition des travailleurs.
Les CVPO couvrent les mêmes installations que celles de l’ED 828 éditée par l’INRS pour les vérifications périodiques. On retrouve notamment les EPI, les machines, les appareils de levage, les systèmes d’éclairage, les installations et locaux électriques, etc. Cette liste exhaustive cite chaque élément susceptible de subir un contrôle.
Les vérifications techniques concernent les installations industrielles et commerciales (équipements, matériels, machines, appareils, véhicules) et les ambiances physiques et chimiques (bruit, rayonnements ionisants, gaz ou vapeurs, poussières).
Pour le levage, à quelle fréquence sont réalisées les CVPO ?
Les appareils et accessoires de levage sont soumis à des vérifications lors de la mise en service, lors de la remise en service après toute opération de démontage et remontage ou modification susceptible de mettre en cause leur sécurité, et à des vérifications générales périodiques.
Le chef d’organisme définit une périodicité appropriée en prenant en considération la réglementation applicable. Notamment en se basant sur l’arrêté du 1 mars 2004. Dans ce cas, les fréquences de vérifications varient entre 3 et 12 mois :
- Appareils de levage fixes (pont, potence, grue, etc.) : VGP tous les 12 mois.
- Engins de terrassement (dumper, chargeuse, etc.) : VGP tous les 12 mois.
- Matériel de levage mobile (hayon, grue auxiliaire, PEMP, pelleteuse, etc.) : VGP tous les 6 mois.
- Appareils de levage des personnes mues par force humaine : VGP tous les 3 mois.
- Matériel type presse, massicot, compacteur à déchets : VGP tous les 3 mois.
La périodicité des CVPO est fixée par le chef d’organisme lorsqu’elle n’est pas fixée par la réglementation. Pour se faire, il s’appuie sur la notice d’instruction du constructeur ou sur l’évaluation des risques réalisée.
Pour les grues à tour, le chef d’organisme assure la réalisation d’un examen approfondi des éléments essentiels, au moins tous les cinq ans. Toutefois, cette périodicité est ajustable si ces examens sont effectués selon les instructions du fabricant et que les résultats sont consignés dans le carnet de maintenance.

Qui peut faire les CVPO ?
La réalisation des CVPO est une responsabilité partagée entre plusieurs acteurs, chacun ayant un rôle spécifique à jouer pour garantir la sécurité et la conformité des équipements.
Tout d’abord, le chef d’organisme joue un rôle central dans l’organisation et la supervision des CVPO. Il lui incombe de garantir la santé et la sécurité du personnel en mettant en place une planification rigoureuse des contrôles et vérifications nécessaires. Le chef d’organisme peut désigner une personne qualifiée au sein de l’organisme pour effectuer ces contrôles ou faire appel à un vérificateur externe.
Ensuite, la personne qualifiée désignée doit posséder les compétences nécessaires dans le domaine de la prévention des risques liés aux équipements à vérifier. Le registre de sécurité consigne son nom pour assurer une traçabilité des responsabilités.
Aussi, le vérificateur doit avoir une pratique régulière de vérificateur, des connaissances techniques et réglementaires. Le chef d’organisme doit posséder la justification des connaissances du vérificateur en cas de contrôle de l’inspection du travail. Les justificatifs peuvent être une attestation de formation ou autres.
Également, le vérificateur peut être interne ou externe à l’organisme. Un organisme de contrôle externe peut également prendre en charge les CVPO.
Enfin, dans certains cas spécifiques, un organisme accrédité par le COFRAC réalise la vérification. Par exemple, lors de l’inspection d’une installation électrique de chantier. Cette exigence garantit un niveau élevé de compétence et d’impartialité dans l’évaluation de la conformité des installations.
En résumé :
- Le chef d’organisme supervise l’ensemble du processus.
- Une personne qualifiée et compétente au sein de l’organisme ou un vérificateur externe contrôlent les installations.
- Un organisme accrédité par le COFRAC est nécessaire pour certains équipements spécifiques.
Quelle formation pour un technicien compétent CVPO ?
Pour réaliser efficacement les CVPO, un technicien compétent doit posséder une solide formation et des compétences spécifiques. Plusieurs éléments clés sont à prendre en considération pour s’assurer de la qualification du technicien.
Dans un premier temps, le technicien doit justifier d’une formation technique et professionnelle approfondie. Il doit maîtriser les aspects techniques des équipements à vérifier, ainsi que les normes et réglementations en vigueur. Une pratique régulière de l’activité est également essentielle pour maintenir et développer ses compétences. L’expérience acquise sur le terrain permet de mieux appréhender les spécificités des différents équipements et les risques associés.
Le technicien doit être apte à rédiger des rapports de vérification clairs et précis. Ces rapports doivent rendre compte des opérations réalisées, des anomalies détectées et des recommandations éventuelles. Une bonne communication écrite est donc primordiale pour assurer la traçabilité des contrôles et informer les responsables des actions à entreprendre.
Le technicien doit aussi être formé aux particularités techniques des éléments constitutifs du système sur lequel il intervient. Chaque type d’équipement (électrique, mécanique, etc.) possède ses propres spécificités et exigences en matière de sécurité. Une connaissance approfondie de ces éléments est donc nécessaire pour réaliser des vérifications pertinentes et efficaces.
Enfin, le technicien doit être qualifié et habilité par son employeur. L’employeur doit s’assurer que le technicien possède les compétences nécessaires pour apprécier les conséquences de ses actions sur le système et son exploitation. Cette habilitation garantit que le technicien est autorisé à intervenir sur les équipements et qu’il a conscience de ses responsabilités en matière de sécurité.

Quelle traçabilité associée aux CVPO ?
Plusieurs documents et procédures permettent d’assurer la traçabilité des CVPO.
Un registre de sécurité doit être tenu à jour, consignant les rapports de vérification et les opérations de maintenance. Ce registre constitue un historique complet des contrôles effectués et des actions correctives mises en œuvre. Il permet de suivre l’évolution de l’état des équipements et de s’assurer que les vérifications sont réalisées conformément aux exigences réglementaires.
Un carnet de maintenance doit également être maintenu pour les appareils de levage. Ce carnet inclut toutes les opérations de maintenance effectuées, en application des recommandations du fabricant, ainsi que toute autre opération d’inspection, d’entretien, de réparation, de remplacement ou de modification réalisée sur l’appareil. Les rapports définitifs de vérification sont annexés aux résultats consignés dans le registre de sécurité.
Après chaque inspection, le contrôleur rédige un rapport de vérification. Ce dernier retrace les opérations et les défauts constatés. Ce rapport doit être clair, précis et complet, afin de permettre une compréhension aisée de l’état de l’équipement et des actions à entreprendre. L’annexe II de l’arrêté du 26 décembre 2011 fixe le contenu du rapport.
D’autres documents peuvent également être requis, en fonction des équipements et des activités concernées. Par exemple, pour les installations électriques, un dossier d’entretien est à maintenir à jour. Pour les appareils soumis à des interventions spécifiques, comme les équipements sous pression, on peut exiger une attestation de conformité.
Que faire en cas d’anomalies constatées lors de la CVPO ?
Après la vérification, le contrôleur doit immédiatement rédiger un rapport provisoire, afin d’alerter le chef d’organisme sur les anomalies et leur nature. Ce rapport permet une réaction rapide et la mise en place de mesures conservatoires si nécessaire.
Le chef d’organisme doit ensuite décider de la mise en service ou de la remise en service de l’appareil, en fonction de la gravité des anomalies. Il consignera sa conclusion dans le registre de sécurité pour garantir la traçabilité de la décision.
Pour corriger les non-conformités, le chef d’organisme s’assurera de la mise en œuvre d’actions correctives. Ces actions peuvent consister en des réparations, des remplacements de pièces, des ajustements ou des modifications de l’équipement. Il est important de documenter ces actions et de s’assurer de leur efficacité.
Dans certains cas, une nouvelle vérification peut être nécessaire après la mise en œuvre des actions correctives.
En cas d’échec du contrôle après intervention sur un équipement sous pression, le chef d’organisme formalisera une interdiction d’utilisation.
]]>